Чёткие действия
В процессе пайки следует обязательно соблюдать чёткую последовательность операций.
Поверхность металла зачищается от грязи и окислов, после чего обезжиривается. Для этого в ход идут металлические щётки, различные абразивы и растворители. Как вариант – спирт.
Детали тщательно фиксируются. Если идёт речь о пайке труб, рекомендуется зафиксировать их с помощью специальных струбцин
Это важно не только при выполнении соединения встык, но и в том случае, когда трубы вставляются одна в другую.
Металл как следует прогревается. Только после этого, если есть необходимость, на его поверхность наносится флюс
Проще всего это сделать с помощью кисточки.
Распределить по поверхности труб заранее измельчённый припой невозможно. Поэтому наносить его следует постепенно, наращивая массу и равномерно распределяя состав по поверхности детали. Следует следить за тем, чтобы материал не приставал к жалу, своевременно производя очистку инструмента. Следует следить за тем, чтобы не оставалось пропусков, а шов получился герметичным.
Соединённые таким образом трубы или другие детали из меди будут способны выдерживать значительные нагрузки и прослужат долго.
Рекомендации экспертов по выбору припоя для пайки медных труб в системах кондиционирования
При пайке медных труб в системах кондиционирования крайне важно правильно выбрать припой, чтобы обеспечить надежное и прочное соединение. Эксперты рекомендуют учитывать следующие факторы при выборе припоя:
Соответствие стандартам и требованиям: Припой должен соответствовать требованиям и стандартам, установленным в отрасли. Он должен быть сертифицирован и иметь соответствующие маркировки, указывающие его характеристики и применение.
Тип припоя: В системах кондиционирования обычно используются припои на основе олова, соединенного с другими металлами для улучшения его свойств. Одним из наиболее распространенных типов припоя является припой на основе 60/40 олова и свинца. Он обеспечивает хорошую прочность соединения и устойчивость к коррозии.
Температура плавления: Припой должен иметь оптимальную температуру плавления для работы с медными трубами. Обычно рекомендуется припой с температурой плавления примерно от 200°C до 250°C, чтобы избежать повреждения меди во время пайки.
Поток для пайки: Некоторые припои поставляются с потоком, который улучшает распределение припоя и помогает удалить оксиды с поверхности трубы, обеспечивая более надежное соединение. Эксперты рекомендуют выбирать припой с потоком для пайки медных труб в системах кондиционирования.
При выборе припоя для пайки медных труб в системах кондиционирования обязательно учитывайте рекомендации экспертов и следуйте инструкциям и рекомендациям производителя припоя. Это поможет обеспечить надежное и безопасное соединение для системы кондиционирования.
Описание
Припойные сплавы выпускаются в виде гранул, стержней, проволоки, порошков, фольги, пасты и встраиваемых компонентов.
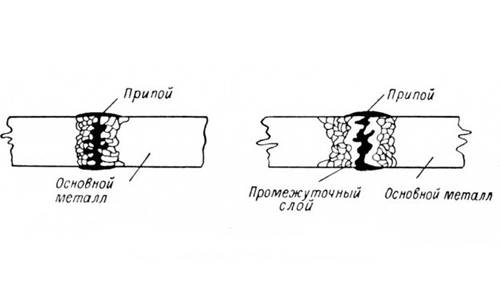
Пайка осуществляется для создания механически прочного (иногда герметичного) соединения или для получения электрического контакта с низким переходным сопротивлением. При пайке соединений припой нагревается выше температуры плавления. Поскольку температура плавления припоя ниже, чем температура плавления соединяемого металла (или металлов), припой плавится, а металл детали остается твердым. На границе раздела между расплавленным припоем и твердым металлом происходят различные физические и химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. Компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточный слой, который при застывании соединяет детали вместе.
Выбор припоя основывается на физических и химических свойствах соединяемых металлов (например, температура плавления), требуемой механической прочности паяного соединения, его коррозионной стойкости и стоимости. При пайке компонентов под напряжением необходимо учитывать удельную проводимость припоя.
Текучесть низкотемпературных припоев позволяет паять изделия сложной формы.
POS-40 (стержень)
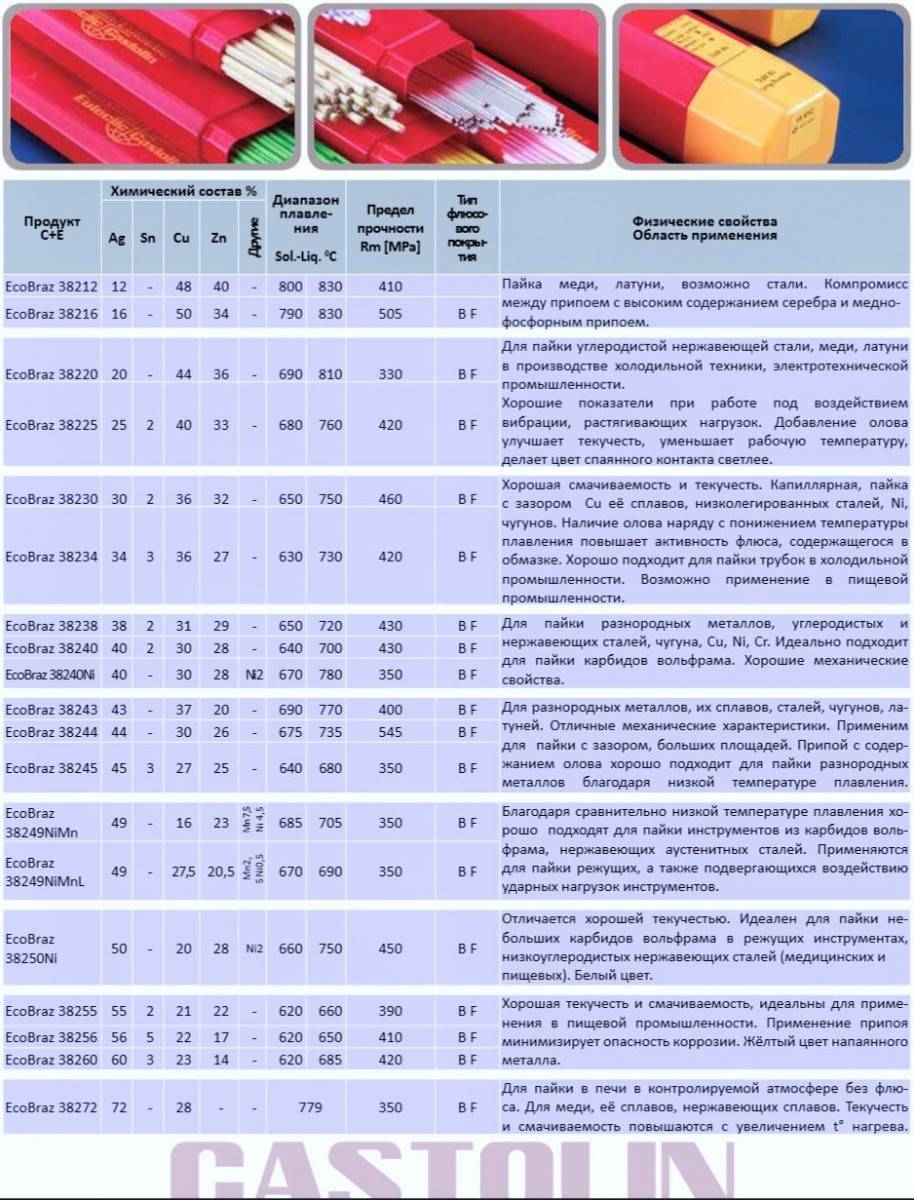
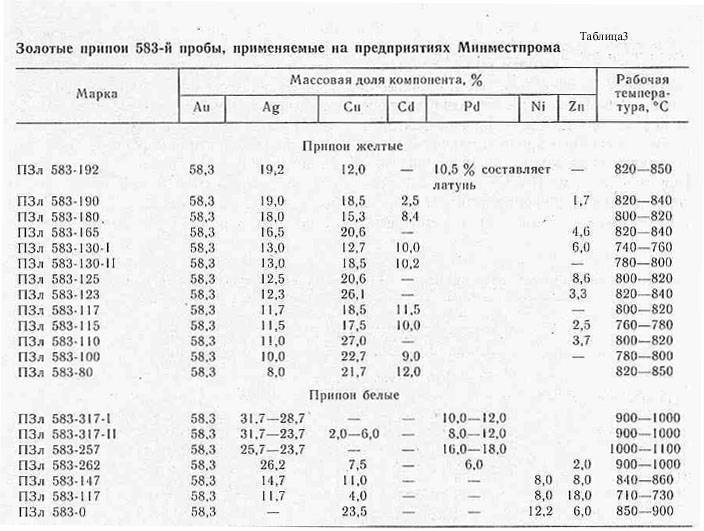
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно. Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков. Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.  Серебряный припой для пайки меди, Ag 20% Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки. Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Серебряный припой для пайки меди, Ag 20% Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки. Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву. Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Классификация
Классификация припоев происходит по нескольким основным признакам. В первую очередь они делятся на мягкие и твердые. К мягким относятся те марки к которых температура плавления достигает 300 градусов Цельсия. Максимальный предел прочности на растяжения в таком случае составляет 100 Мпа, тогда как минимальный только 16 МПа. К ним причисляются сплавы из свинца, олова, кадмия цинка, сурьмы и прочих легкоплавных металлов, в том числе и бессвинцовые припои.
https://youtube.com/watch?v=cyCXjjhN6xc
К твердым относятся те марки, у которых температура плавления выше 300 градусов Цельсия. Это повышает и предел прочности на растяжение, так как минимальное значение тут составляет около 100 МПа, а максимальное значение может достигать 500 Мпа. Это сплавы меди, цинка, никеля, серебра и прочих металлов, у которых высокая температура плавления.
Твердый припой для пайки
Помимо этого есть разделение на то, какой именно основной металл содержится в составе присадочного материала. Это может быть:
- Серебряный припой;
- Медный;
- Оловянный;
- Алюминиевый;
- Припой для пайки нержавеющей стали.
Также стоит выделить в отдельный класс флюсованные марки, внутри которых содержится флюс, соответственно, им не требуется его дополнительное применение.
По вариантам поставки выделяются:
- Стержни – небольшие плотные элементы, которые расплавляются паяльником;
- Проволока – хорошо подходит как для газовой пайки, так и для паяльника;
- Трубчатые – выполняется в виде трубки, внутри которой зачастую располагается флюс;
- Листы – тонкие листы сплава, которые подходят как для пайки плоских поверхностей, так и для других целей.
Существуют различные технологии производства, которые также создают разные марки припоев для пайки. Среди них выделяются тянутые, измельченные, литые, прессованные, спеченные, штампованные, аморфные и катанные.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.








Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
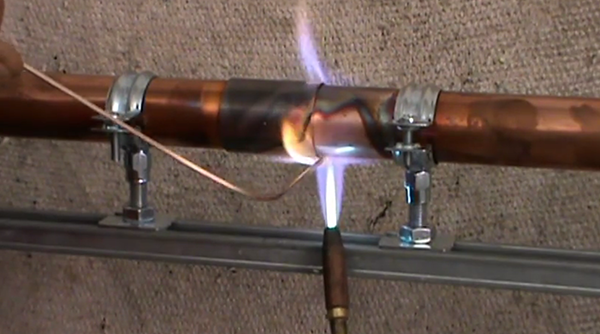
Пайка стали латунью
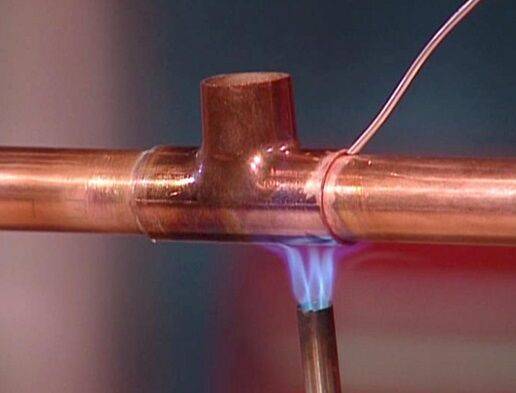
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка
Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится. Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии
Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Как использовать припой
Чтобы шов после пайки получился прочным и герметичным, необходимо:
- тщательно подготовить трубы перед выполнением пайки. Для этого концы труб очищаются от окислов и иных видов загрязнений металлической щеткой, а заусенцы, образовавшиеся после нарезки труб, удаляются при помощи специального устройства – фаскоснимателя;

Подготовка медной трубы к пайке
- расширить конец одной трубы на несколько миллиметров, чтобы трубы легко стыковались между собой. Если пайка производится при помощи фитингов (специальных элементов, предназначенных для сборки трубопровода различной конфигурации), то увеличивается диаметр фитинга, а не трубы;
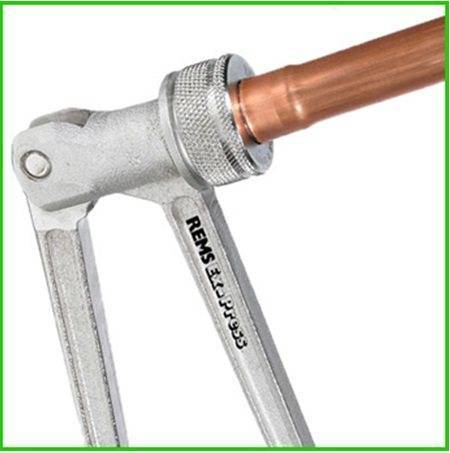
Увеличение диаметра трубы
- обработать места пайки труб флюсом;

Обработка трубы флюсом перед пайкой
- подготовить газовую горелку (оборудование, предназначенное для пайки труб, изготовленных из меди) и немного нагреть спаиваемые участки;
- аккуратно по всему периметру трубы нанести припой, который в процессе разогрева будет постепенно переходить из твердого состояния в жидкое, тем самым заполняя все пустое пространство;
Читать также: Алюминиевые бачки для радиатора
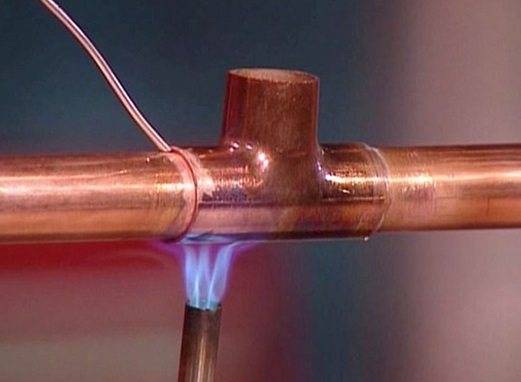
Пайка при помощи припоя
- дать припою полностью остынуть в неподвижном состоянии. Для полного остывания в зависимости от вида припоя требуется в среднем 3 -5 минут.
Процесс пайки труб из меди при помощи припоя представлен на видео.
При выборе припоя и флюса необходимо учитывать все основные характеристики веществ, то есть если для пайки используется высокотемпературный припой, то и флюс так же должен быть предназначен для высокотемпературной пайки. Правильно подобранные и соответствующие друг другу материалы способствуют получению не только герметичного шва, но и максимально долговечного соединения.

Медь является таким материалом, который лучше спаять, в особенности это касается тонких труб, используемых для отопления или проведения газа, а также в других видах деятельности. Именно поэтому стоит сделать правильный выбор в пользу подходящего припоя. Медь прекрасно спаивается, в особенности при использовании материала в чистом виде. Металл сохраняет свою структуру и свойства.
Ошибки при пайке своими руками
Существует ряд популярных ошибок, из-за которых человек не может сделать качественный шов:
- Плохая подготовка соединяемых поверхностей. На них должна отсутствовать грязь, мусор, пыль, ржавчина, краска.
- Мастера часто не проверяют изделия на наличие дефектов.
- Перегрев обрабатываемых поверхностей. Флюс сгорает и появляются окалины, оксидная плёнка.
- Слабый разогрев соединяемых поверхностей. Низкая температура не позволяет полноценно расплавить припой, соединить детали между собой.
Пайку нужно проводить аккуратно. В первые разы лучше потренироваться на ненужных деталях. Со временем получится определять оптимальную температуру для спаивания металлов, сплавов.
Что такое припой?
Припой – это чистый металл или термопластичный сплав из нескольких компонентов. Предназначается для соединения медных деталей в общую целостную сеть.
Под воздействием высоких температур припой плавится, распространяется по зоне обработки и герметизирует поверхность. После окончательного остывания на трубном материале образуется прочный, ровный шов без погрешностей
Технология стыковки двух фрагментов, проведенная по такому принципу, называется пайкой.
Среди основных достоинств методики стоит выделить:
- соединение без деформации;
- сохранение первоначальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- отличная прочность и высокий уровень герметичности созданного шва;
- устойчивость скрепленной области к разным температурным режимам, включая интенсивное прогревание;
- простое разъединение шовных участков в случае возникновения потребности изменить формат системы.
Проводят пайку специальным оборудованием – паяльником, газовой горелкой или паяльной лампой. Непосредственно перед работой зону тщательно зачищают от поверхностных дефектов и технических масел, и только потом приступают работе.
Процесс соединения трубных фрагментов осуществляется легко и быстро, но требует обязательного соблюдения правил элементарной безопасности. Во избежание проблем и получения травм, на руки нужно надеть плотные рабочие перчатки, лицо и глаза закрыть специальными очками или маской, а одежду защитить плотным фартуком. Это убережет мастера от потенциально возможных несчастных случаев.
Для пайки в бытовых условиях чаще всего используют паяльник. Горелку или лампу применяют там, где мощностных возможностей паяльника не хватает или требуется соединить детали большой толщины и внушительной массы
Система обозначения
Почти всегда обозначение (маркировка) припоя начинается с буковкы «П», которая символизирует первую буковку определения. Числовые обозначения в маркировке припоя демонстрируют на содержание компонент, и идут опосля буковкы «П». Содержание компонент тиноля указывается в процентах (округло).




Стоит также направить внимание на то, что буковка либо буквосочетание, стоящие в конце маркировки тиноля, показывает на то, что данный компонент составляет содержание припоя (оставшееся)
- А – состав содержит алюминий;
- Ж – состав содержит железо;
- И — состав содержит индий;
- К либо Кд – в состав заходит кадмий;
- М – состав содержит медь;
- О – в состав заходит олово;
- С — в состав заходит свинец;
- Ср – в состав заходит серебро;
- Су – в состав заходит сурьма;
- Ф – состав содержит фосфор;
- Ц – в состав заходит цинк.
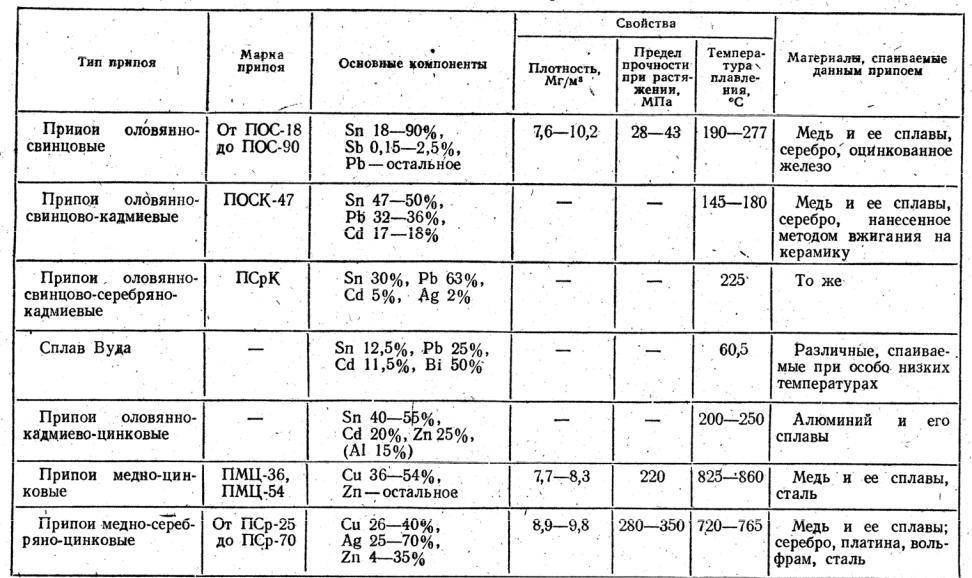
Свойства оловянно-свинцовых припоев
Наиболее важное свойство припоев — сопротивление срезу, так как большинство паяных соединений работает на срез. Оловянно-свинцовые припои марок ПОС 18, ПОС 30, ПОС 40 имеют более высокое сопротивление срезу, чем чистые олово и свинец, и потому применение их для получения прочного шва дает более хорошие результаты
Оловянно-свинцовые припои марок ПОС 18, ПОС 30, ПОС 40 имеют более высокое сопротивление срезу, чем чистые олово и свинец, и потому применение их для получения прочного шва дает более хорошие результаты.
Припои должны обладать как высоким сопротивлением разрыву, так и максимальной вязкостью. По данным таблицы можно установить взаимозаменяемость высокооловянных и малооловянных припоев. Например, припой ПОС 18 в отношении вязкости несколько лучше припоя ПОС 40, причем незначительно отличается от последнего по прочности. Припой ПОС 50 вполне может быть заменен припоем ПОС 40 и ПОС 30. Знания твердости важны в том отношении, что более твердые припои лучше сопротивляются истиранию, чем мягкие.
Поэтому все преимущества в этом отношении будут за припоем ПОСС 4-6. Остальные припои (ПОС 18, ПОС 30 и ПОС 40) имеют несколько меньшую твердость. Ударная вязкость (сопротивление удару) имеет наибольшее значение для чистого олова, но припой ПОС 40 и ПОС 30 немногим отличается в этом отношении от олова. Поэтому припой ПОС 40 может быть применен в особых случаях, где места спайки подвергаются сильной вибрации. Для обычных условий работы, при небольших вибрациях, применяют припой ПОС 18.
Температура плавления припоя имеет тоже большое значение: от нее зависит выбор метода паяния. Наиболее низкой температурой плавления обладает припой ПОС 62, содержащий 62 % олова. Этот припой применяют в случаях, когда при паянии нельзя перегревать детали, например при соединении очень тонких проводов. Возможность применения в таких случаях тройных легкоплавких сплавов, в которых низкая точка плавления достигается добавкой третьего компонента (например, висмута), исключается, в связи с тем, что тройные сплавы не обладают такой высокой вязкостью, как двойные сплавы.
Таблица 9
| Марка припоя | Температура плавления, °С | Температура начала расплавления, °С | Интервал затвердения, °С | Предел прочности при растяжении, кгс\мм2 | Относительное удлинение |
|---|---|---|---|---|---|
| 0,1 | 232 | 232 | 1,9 | 43 | |
| ПОС 90 | 222 | 183 | 39 | 4,3 | 25 |
| ПОС 50 | 209 | 183 | 26 | 3,6 | 32 |
| ПОС 40 | 235 | 183 | 52 | 3,2 | 63 |
| ПОС-30 | 256 | 183 | 73 | 3,3 | 58 |
| ПОС 25 | 265 | 183 | 82 | 2,8 | 52,1 |
| ПОС 18 | 277 | 183 | 94 | 2,8 | 67 |
| ПОСС 4-6 | 265 | 245 | 20 | 5,9 | 23,7 |
| С1 | 327 | 327 | 1,1 | 45 |
Припой ПОС 62 теперь применяют мало, так как перегрева при паянии легко избежать, применив припой ПОС 40 очень тонкого сечения, например в виде проволоки диаметром 1—2 мм. Под действием паяльника расплавление тонкой проволоки происходит быстро, вследствие чего уменьшается до минимума время воздействия высокой температуры.
Практика показала, что припой марки ПОСС 4—6 в отношении прочности спайки равноценен припою марки ПОС 30 для всех материалов, кроме оцинкованного железа и меди. При этом припой марки ПОС 40 в большинстве случаев обладает наибольшей прочностью и в этом отношении превосходит высокооловянный припой марки ПОС 62 и чистое олово. Поэтому для получения наибольшей прочности шва ни в коем случае не следует применять чистое олово.
Припой марки ПОС 18 при паянии встык дает более высокую прочность спайки, чем припой марки ПОС 40. Поэтому припой ПОС 18 применяют, когда температура плавления припоя не имеет решающего значения.
Размер и тип паяльной станции
При выборе правильного диаметра припоя для пайки очень важным фактором является размер и тип паяльной станции. Ниже приведены некоторые факторы, которые стоит учитывать при выборе паяльной станции:
- Мощность: Паяльная станция должна иметь достаточную мощность для нагрева припоя и поверхности, которую нужно спаять. Обычно, чем больше мощность, тем быстрее и эффективнее проходит пайка.
- Температурный диапазон: Паяльная станция должна иметь достаточный температурный диапазон, чтобы удовлетворить требования процесса пайки. Разные материалы требуют разных температур для пайки, поэтому станция должна иметь возможность регулировки температуры.
- Поддержка различных наконечников: В зависимости от задачи паяльная станция должна предоставлять различные наконечники разных размеров и форм для обеспечения точности и эффективности пайки.
- Охрана от перегрева: Хорошая паяльная станция должна иметь встроенную защиту от перегрева, чтобы предотвратить повреждение самой станции и окружающего оборудования.
При выборе паяльной станции стоит также учитывать свои потребности и бюджет
Важно найти баланс между качеством и стоимостью, чтобы получить наилучшие результаты пайки
Классификация припоев для медных труб
Тип и параметры соединительных элементов определяются областью последующей эксплуатации трубной системы из медных деталей.
По уровню температурной обработки припои разделяются на три типа:
- низкотемпературные;
- среднетемпературные;
- высокотемпературные.
Низкотемпературные варианты плавятся в диапазоне от 150 до 450 °C. Не меняют изначальные физические параметры деталей. В области соединения создают аккуратный, но не слишком прочный шов. Предназначаются для применения в отопительных и водопроводных сетях, не подвергающихся серьезным нагрузкам.
Обеспечивают герметичность и целостность труб диаметром до 10 см, установленных в коммуникационных системах, транспортирующих теплоноситель температурой до 130 °С.
Среднетемпературные и высокотемпературные материалы размягчаются при показателях в диапазоне от 450 до 1100/1850 °C. Гарантируют максимально прочное, крепкое соединение, не чувствительное к внешнему воздействию.

Высокотемпературные припои отличаются хорошей надежностью и подходят для использования в централизованных и частных отопительных системах, и газовых трубопроводах. Позволяют сделать дополнительный отвод, не прибегая к демонтажу всего комплекса
По химическому составу современные, практичные припои распределяются на мягкие легкоплавкие и твердые тугоплавкие.
В первую категорию входят следующие позиции:
- свинцовые – содержат только свинец в чистом виде и расплавляются при температуре от 180 до 230 °C;
- оловянные – состоят из олова и плавятся при 220 °C, создают прочный и пластичный шов;
- свинцово-оловянные – могут содержать от 15 до 90% олова. Температура расплавления таких элементов составляет 183-280 °C;
- оловянно-медные – на 97% состоят из высококачественного олова и на 3% из меди. Относятся к самым популярным и продаются по разумной цене. Образуют прочное соединение с хорошей устойчивостью к коррозии;
- медные с серебром – на 95% состоят из меди и на 5% из серебра. Отличаются высокими прочностными характеристиками и обеспечивают надежное сцепление между фрагментами.

Мягкие низкотемпературные припои актуальны для организации отопительных сетей, индивидуальных и централизованных водопроводных магистралей. Для газовых коммуникаций такой вариант категорически не подходит
Свинец считается вредным для здоровья человека элементом. Использование свинцовосодержащих припоев категорически запрещается в сетях, подающих воду в многоквартирные или частные дома, на предприятия или в общественные учреждения. На другие типы коммуникаций этот запрет не распространяется.
Для высокотемпературной обработки подходят твердые тугоплавкие материалы:
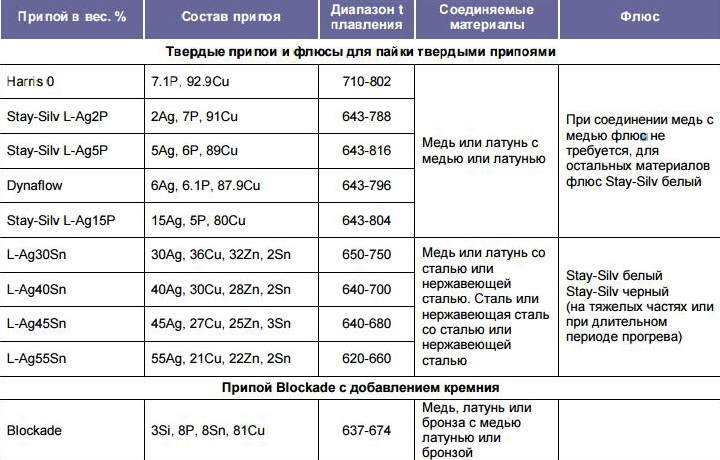
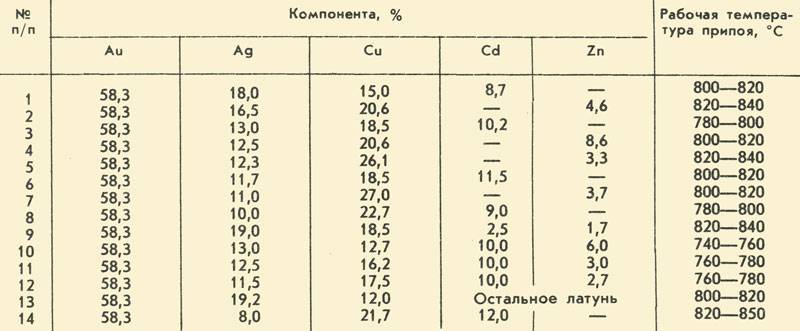
- медь в сочетании с серебром и цинком – содержит меди 30%, серебра — 44% и цинка — 26%. Область сцепления отличается хорошей прочностью, сохраняет пластичность, эффективно противостоит коррозии и демонстрирует повышенную теплопроводность;
- медь с фосфором – сплав из 94% меди и 6% фосфора. В процессе пайки не нуждается в применении флюса. Делает крепкое и надежное соединение, но частично теряет эластичность при низких температурах окружающей среды;
- серебро – во время пайки требует обязательного использования флюса. Создает крепкий, надежный шов с хорошей пластичностью и высокой коррозийной устойчивостью. Стоит значительно дороже аналогов из простых металлов и широкого распространения не имеет. Применяется там, где есть экономическая целесообразность и предъявляются повышенные требования к качеству трубного соединения.
При помощи тугоплавких припоев монтируют комплексы из труб диаметром от 12 до 159 мм, включая газовые коммуникационные сети, отопительные трассы и водопроводные магистрали диаметром от 28 мм.

Чтобы медь не потеряла своих прочностных характеристик в процессе пайки, не следует опускать деталь со свежим швом в воду или подвергать ее искусственному обдуву ради охлаждения. Надежное, прочное и долговечное соединение обеспечит металл, остывший естественным путем
Мягкие припои для удобства пользования обычно изготовляются в форме катушек. Твердые элементы поставляются в виде проволок разной длины.





Для усиления целостности и повышения прочностных характеристик шва, нахлест должен составлять не менее 5 мм. В процессе обработки нужно оставить микроскопический зазор, чтобы припой втянулся внутрь равномерно, заполнил пустоты и образовал надежную герметичную латку
Припой для пайки меди
Физические свойства паяного соединения, его надежность в значительной степени определяются тем, на основе какого металла или сплава оно было создано в этом случае. Все припои, которыми производится пайка меди, разделяются на два вида:
Припой для меди необходимо выбирать исходя из их состава и температуры плавления.
- Низкотемпературные, которые плавятся при температурах не более 450°C. Прочность шва, создаваемого при такой спайке, сравнительно невелика, но зато, благодаря сравнительно невысокой температуре, не меняются физические свойства спаиваемых деталей, прежде всего их прочность.
- Припои, имеющие более высокую температуру плавления, считаются высокотемпературными. Прочность шва при этой спайке выше, но существует вероятность уменьшения прочности спаиваемых деталей в результате их отжига.
Что касается их химического состава, то чаще всего применяются следующие виды:
- оловянные, свинцовые и свинцово-оловянные;
- оловянно-медные, оловянно-серебряные и оловянно-медно-серебряные;
- медно-серебряно-цинковые и медно-фосфорные;
- серебряные.
Припои из первой группы являются низкотемпературными и используются наиболее часто для пайки радиоэлектронных схем. Они же обычно используются в быту для починки разнообразных металлических изделий. При изготовлении печатных схем, для снижения температуры плавления, к сплаву часто добавляется кадмий или висмут.
Остальные из перечисленных металлов и сплавов в домашних условиях чаще всего применяют для соединения трубопроводов, изготовленных из меди. Для их надежной, прочной и легкой стыковки между собой разработана капиллярная техника соединения, которая может быть как низко- так и высокотемпературной.
Пайка медных труб при помощи припоя.
При вставке трубы в фитинг промежуток, остающийся между ними, имеет ширину не более чем 0,4 мм. Благодаря этому при пайке возникает капиллярный эффект: расплавленный припой заполняет все это пространство. Происходит это потому, что силы взаимодействия между молекулами меди и расплавленного металла больше, чем между молекулами самого расплава.
Благодаря этому эффекту расплав почти мгновенно заполняет весь промежуток между трубой и фитингом, а соединение в результате получается прочным и надежным. Нужно только проследить, чтобы соединяемые поверхности были предварительно хорошо зачищены и были использованы соответствующие флюсы.
Поскольку свинец токсичен, применять содержащие его сплавы для монтажа водопроводов для питьевой воды нельзя. На деле соединение медных трубопроводов осуществляется с помощью всего четырех видов припоев:
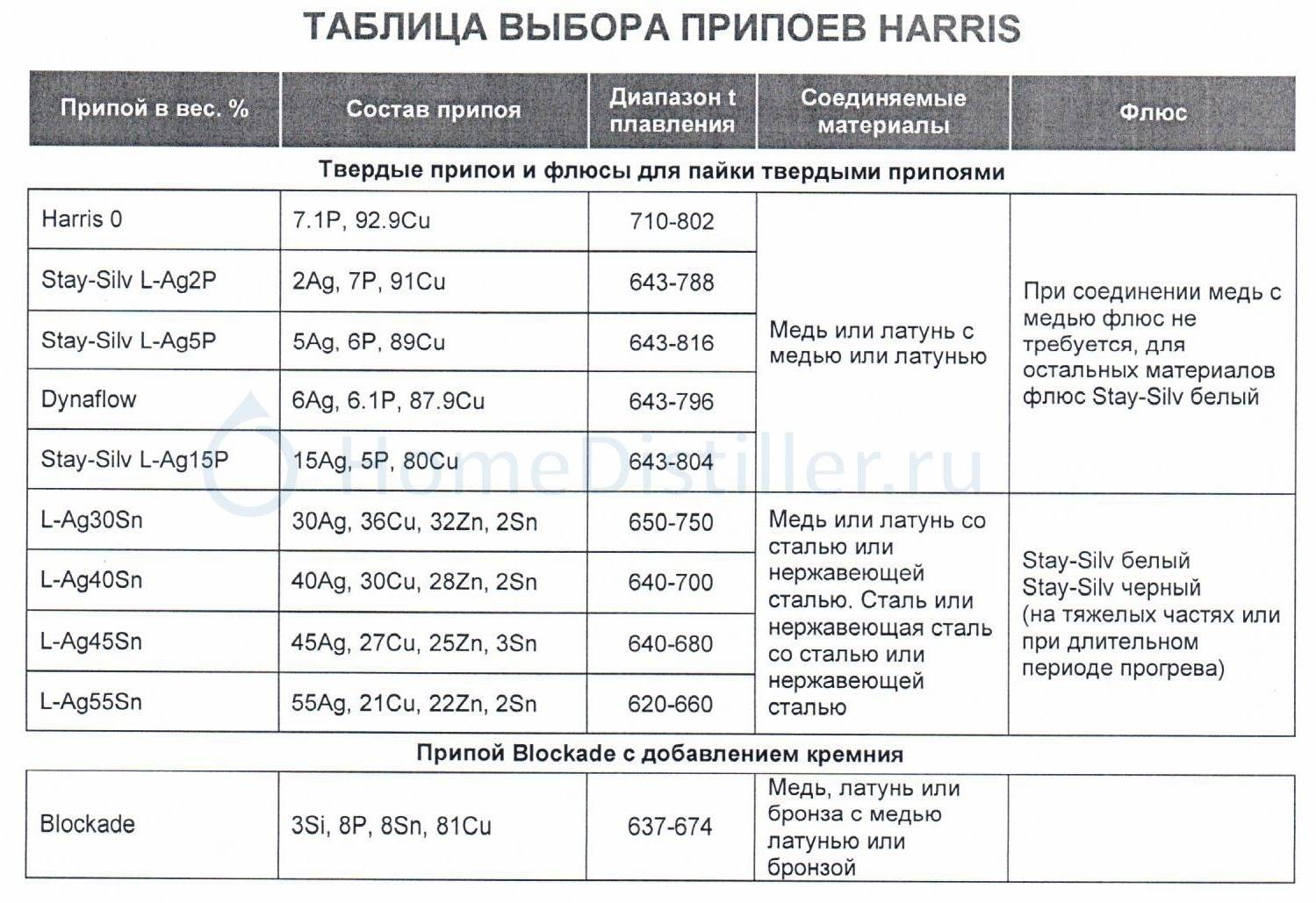
- Оловянно-медные (S-SN97Cu3) и оловянно-серебряные (S-Sn97Ag5) относятся к низкотемпературным. Соединение выходит прочным и стойким к коррозии.
- Медно-серебряно-цинковый L-Ag44 (серебро – 44%, медь – 30% и цинк – 26%) относится к высокотемпературным. Соединение прочное, пластичное, коррозиестойкое, обладает повышенной теплопроводностью.
- Медно-фосфорные CP203 (медь – 94% и фосфор – 6%) относятся к высокотемпературным и могут использоваться без флюсов. Шов прочный, но его эластичность уменьшается при низких температурах.
- Высокотемпературный серебряный припой для пайки дает прочный, пластичный и стойкий к коррозии шов, но он дорог. Флюс при пайке необходим.
Технические характеристики припоя ПОС-30
Припой для пайки марки ПОС 30 является промежуточным звеном между ПОС 10 и ПОС 40. Состав припоя ПОС 30 следующий: 30 % олова и 69,5 % свинца. Остальное — это примеси и легирование. Припой ПОС 30 может быть легко заменен на ПОС 40, о котором рассказано ниже. Температура плавления (ликвидус) равна 238 градусов, а температура пластичности (солидус) равна 183 градуса Цельсия. Согласно техническим характеристикам, припой ПОС 30 чаще применяется для пайки и лужения листового цинка и радиаторов.
Достоинства припоя ПОС-30:
- хорошая адгезия;
- высокая прочность.
Недостатки припоя марки ПОС 30:
- высокое содержание свинца;
- чаще выпускается в прутках.